
-
金属表面处理一站式解决服务商
提高性能、高质量、高效率
免费咨询热线
130-1688-8852喷塑加工作为一种金属表面处理技术,与油漆工艺相比:
① 生产过程对环境无污染,对人体无毒害;
②操作简便,对工人技术要求低;
③成本低于同效果的喷漆工艺;
④涂层附着力强,耐腐抗摔能力高。
基于此,越来越多的公司和产品选择了静电喷塑工艺。
静电喷塑技术的基本原理是:静电发生器产生负高压(10 kV左右),利用电晕放电现象使粉末涂料或称塑粉吸附在金属工件上,粉末涂料由供粉系统借压缩空气产生的力将其送人喷枪,在喷枪前端加有高压静电发生器产生的负高压。
由于电晕放电,在其附近产生密集的电荷,粉末由枪嘴喷出时,形成带电涂料粒子。它受静电力的作用,被吸附到金属工件上,经过加热使粉末熔融,并自然冷却固化,在工件表面形成坚硬的薄膜涂层。
为了使塑粉能够吸附在金属表面上,必须先对表面进行处理,除油一水洗一酸洗一水洗一表调一磷化一水洗一干燥O在此过程中,同时进行锅炉蒸汽加热,节省了磷化时间;在干燥池中加入热吹风扇,加快了干燥速度。静电喷塑后,挂件随流水线进入电烘箱。随着燃油价格的逐步攀升,电加热系统开始凸显优势,同样发热量的加热系统,电加热系统的运行耗费比燃油的要低很多,而且燃油易挥发、不安全,所以,电加热系统也成为的加热方式,加热到预定温度(根据产品厚度大小,一般在200℃左右),并保温15~30 min,使之熔化、流平、固化,开炉取出冷却即可得到成品。
待温度降下后,零件打包时按规程检验,根据产品特陆,检验要求如下:
①常规产品或新改型的喷塑喷漆产品要符合订单色板要求,无明显色差。
②外观采用目测法。用正常的或经过矫正的视力,在室内40 W 日光灯下,眼睛与试板距离30 cm左右,在120。一140。间进行检验。
③ 喷涂的颜色应符合订单色板的要求,并与其基本一致,喷涂后的产品表面色泽均匀,目测没有明显色差。
④喷涂层的厚度应在60—120 m,喷涂厚薄均匀,附着力强。
⑤ 产品表面不允许有脱落、露底、流挂、针孑L、桔皮、碰伤、成片擦伤、变形和生锈等现象产生,应平整,无边角翘起、折弯现象,均应保持清洁,无污渍、油渍等影响外观的任何污物,也不允许有遗留的白色痕迹。
⑥喷涂产品表面不能有超过0.2 mmx 10 mm的划伤,且划伤不能过深,不能漏出底板,产品表面不能有成片的划痕,允许分散或少量的划痕存在。
⑦产品表面不能有成片的塑粉小颗粒、丝印油墨点、凹坑、凸块和凸出的痕迹或流挂痕迹,也不允许分散和少量颗粒存在。具体情况详见表1.

⑧硬度测试。铅笔采用Mitsubishi“UNI”型号,呈45。角,测试长度需超过25 mm,硬度需高于2H。需用成品进行测试,测试5条,表面不得有刮痕才算合格。
⑨抽检方案。按GB 2828抽样方案进行检验,一般采用检查水平为II,AQL=2.5的实施检验,如果有特殊要求应全检。
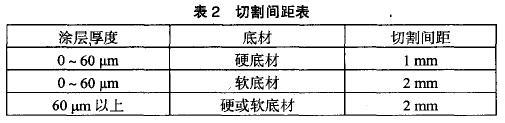
附着力测试使用的划线器,采用由碳钨合金材料制成的标准百格刀;胶带用3M 600号,2 cm宽胶带(在45。方向拉一次测试),附着力应达到GB 9286规定的二级要求。具体情况如表2所示。
对检验不合格的产品进行处理。褪塑是对不合格件的喷塑进行退除。目前,我国的褪塑方法有两种:
①燃烧褪塑法。此法耗能大、成本高、环境污染严重,而且对零件本身有影响,会变形甚至影响其使用功能。
②化学褪塑法。此法工艺成熟、成本低。
将不合格的喷塑件依次挂好,件与件之间的间距为10 mill左右,让褪塑液全部浸没喷塑件。准备工作做好后,加热溶液,当温度达到130℃时,恒温2 h。此时,塑层褪除,取出零件,未褪除干净的零件在强酸下酸洗。在加热的条件下褪塑,操作时要十分心。